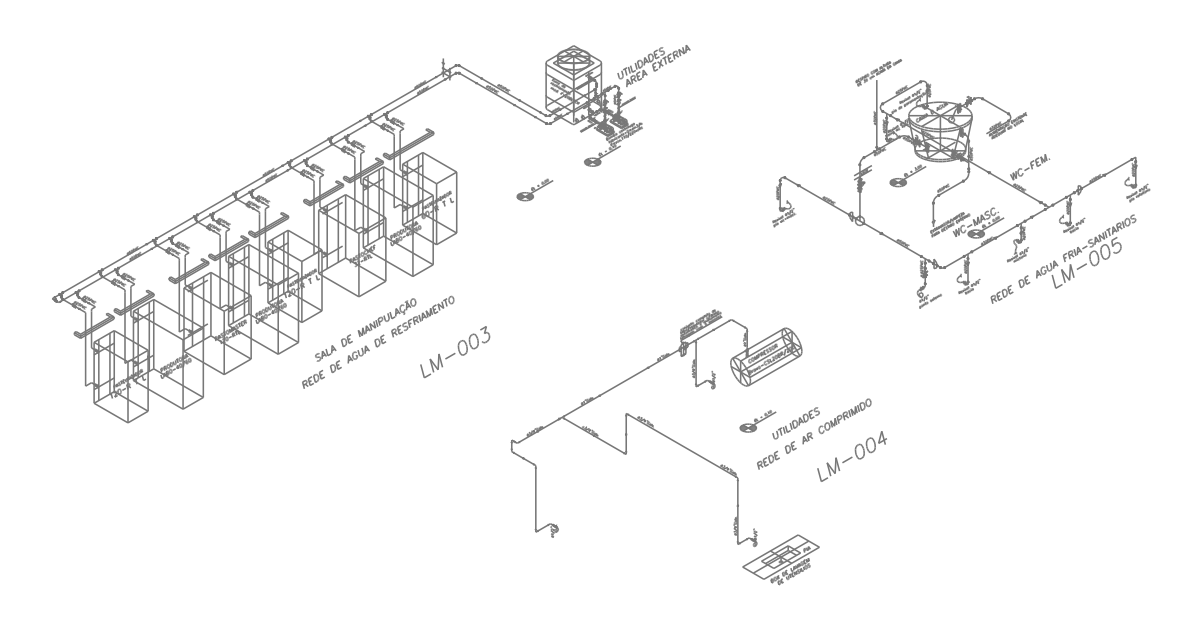
Desenvolvemos um projeto completo e sob medida para os sistemas de resfriamento, ar comprimido e água fria da unidade de produção de sorvetes do Habib’s, integrando cada etapa do processo às necessidades específicas da planta. O sistema de água de resfriamento foi concebido com torres dedicadas e circuito fechado para alimentação e retorno dos equipamentos da sala de manipulação, garantindo estabilidade operacional e controle térmico preciso.
Para assegurar conformidade sanitária e máxima eficiência, todas as tubulações receberam isolamento técnico de acordo com as normas vigentes, evitando perdas térmicas, condensação e qualquer risco que pudesse comprometer a integridade do ambiente alimentício. Também desenvolvemos um sistema de ar comprimido capaz de suprir toda a planta com segurança e constância, além de um conjunto independente para a distribuição de água fria destinada aos vestiários e áreas de apoio.
Cada detalhe foi pensado para proporcionar uma solução robusta, confiável e adequada às exigências do setor, resultando em um sistema funcional, seguro e perfeitamente alinhado às condições de operação da indústria alimentícia.
Conformidade sanitária e técnica assegurada.
Eficiência e estabilidade térmica em todo o processo produtivo.
Segurança operacional reforçada com isolamento e sistemas dedicados.
Alguns desenhos foram convertidos para formato digital e adaptados para apresentação visual, preservando confidencialidade e especificações técnicas dos clientes.
A Angulli entregou nosso projeto dentro do prazo e com uma precisão impressionante. O nível de detalhamento técnico superou nossas expectativas, trazendo ganhos reais para a produção.
Com o suporte da Angulli, conseguimos reduzir custos de manutenção e aumentar a confiabilidade dos equipamentos. O time mostrou profundo conhecimento técnico e comprometimento.
A equipe da Angulli trouxe soluções inovadoras que otimizaram o processo industrial, garantindo maior eficiência e segurança operacional. Um trabalho que fez toda diferença no resultado final.